Informazioni di Base.
Model No.
KXD-SSW1626
mod
200 m2
struttura principale
struttura in acciaio saldato con sezione h.
materiale del tetto e della parete
pannello sandwich/lamiera di acciaio colorato
finestra
lega di alluminio
porta
scorrimento o rollio
connetti
bullone
grado
Q235B
porta di mandata
porto di qingdao
Pacchetto di Trasporto
Seaworthy Package for Steel Structure Workshop
Specifiche
ISO, SGS, BV
Marchio
KXD
Origine
Qingdao, China
Codice SA
9406900090
Capacità di Produzione
2000ton/Month
Descrizione del Prodotto
Contenitore modulare per il sito del campo
:



Officina modulare in acciaio strutturale
Costo dei materiali
I costi di costruzione e materiali per le strutture tradizionali sono molto più costosi di quelli di un edificio prefabbricato in acciaio o metallo, e di conseguenza i nostri prodotti sono più convenienti.
Montaggio rapido
Strutture in acciaio prefabbricate arrivano al cantiere in sezioni pronte per l'assemblaggio. Tutto quello che dovete fare è metterlo fuori e imbullonarlo insieme. Poiché la maggior parte dei kit viene fornita con tutti i componenti inclusi, sono semplici da assemblare e offrono un notevole risparmio sui costi di manodopera e materiali.
Design accurato
Le maschere per edifici in metallo e acciaio sono progettate, generate e prodotte utilizzando la tecnologia informatica. Le misure, gli accessori e tutti i componenti sono progettati e creati con precisione laser. Grazie a un design così accurato, i fornitori possono effettuare stime più accurate dei progetti ed eliminare virtualmente i costi aggiuntivi di materiali eccessivi e altre spese impreviste nel processo di costruzione.
Altamente efficiente dal punto di vista energetico
Gli edifici in acciaio sono altamente efficienti dal punto di vista progettuale. Utilizzando materiali di isolamento e di costruzione di alto livello, sono spesso gli edifici più efficienti sul mercato. Gli edifici in acciaio non sono influenzati dalla luce solare intensa o dal freddo estremo come l'acciaio non si deforma in condizioni climatiche estreme il modo in cui gli edifici di legno e Malta hanno una tendenza a fare, che porta a un'efficienza energetica a lungo termine.

Maggiore sicurezza
Progettati per essere robusti e strutturalmente solidi, gli edifici in acciaio preingegnerizzati possono resistere alle condizioni atmosferiche più difficili e ridurre il rischio di danni da incendio. Ciò vi permette di raccogliere i benefici a lungo termine di come l'edificio non soccombe a modelli meteorologici naturali e fornire più longevità al vostro investimento. Una maggiore sicurezza può anche portare a un maggiore risparmio, poiché molte compagnie assicurative offrono sconti di circa il 40% ai proprietari.
Maggiore flessibilità, design e portabilità
Gli edifici in acciaio prefabbricato sono espandibili e i produttori sono anche molto flessibili e adatti a progettare e progettare piani personalizzati per il vostro progetto, offrendo maggiore libertà nella progettazione e nella disposizione del vostro edificio. Inoltre, è possibile aggiungere semplicemente un'altra sezione all'edificio in acciaio se si ha bisogno di più spazio o disassemblare la stessa e spostarla con voi se si ha bisogno di essere in un'altra posizione.

Sezione H di KXD - produzione di apparecchiature e processi
Taglio di piastre in acciaio→montaggio di sezioni H→saldatura automatica-rinforzo di sezioni H→montaggio→saldatura manuale→sabbiatura-verniciatura→
Conservazione
I.taglio a piastra in acciaio
La piastra di acciaio della sezione H deve essere nuovamente controllata dalla fabbrica e applicata alle condizioni fino a quelle previste dopo il controllo. Il taglio della piastra in acciaio deve essere finalizzato alla garanzia di qualità e al risparmio di materiale. Per ogni processo, come il taglio di piastre, il montaggio e il preassemblaggio di componenti di tipo H, devono essere effettuati da personale addetto alla preparazione, con precisione, sulla superficie di lavorazione e sulle piastre campione di montaggio. Per garantire l'accuratezza della dimensione geometrica dei componenti, tolleranza di forma e posizione, Angolo e superficie di contatto,ispezione necessaria da parte dell'ispettore dopo la messa in servizio.per garantire la qualità di taglio,la superficie della piastra ultra-spessa è sottoposta alla prova di durezza di carburizzazione superficiale prima del taglio.l'apparecchiatura di taglio CNC è preferita per il taglio.il gas acrilico 98.0% ad alta purezza e gas ossigeno liquido 99.99% sono Utilizzato per garantire la levigatezza e la planarità della superficie di taglio senza intagli e intagli.la scanalatura viene tagliata da una speciale macchina di taglio importata.
Nome dell'apparecchiatura: Tagliafuoco CNC portatile
N. modello: CNCDG-1530
Caratteristiche di applicazione: Taglio a piastra in acciaio (spessore di taglio a piastra da 5-100 mm), smussatura del bordo.vantaggioso nelle piccole attrezzature e facile da spostare. Principalmente per il taglio di componenti piccoli e irregolari e per la smussatura della piastra.
Nome attrezzatura:macchina da taglio a fiamma diritta
N. modello:DZCG-4000A
Caratteristiche di applicazione:taglio a piastra in acciaio (spessore di taglio a piastra da 5-100 mm), piastra flangiata Y, taglio a piastra a nastro, larghezza di taglio effettiva: 3200mm
Nome attrezzatura:macchina da taglio CNC
N. modello:CNC-4000C
Caratteristiche applicative: Taglio a piastra in acciaio (spessore di taglio a piastra da 5-100 mm), piastra flangiata a Y, taglio a piastra e componenti irregolari, larghezza di taglio effettiva: 3200mm
Nome attrezzatura: Macchina di perforazione radiale
N. modello:Z3050*16/1
Caratteristica di applicazione:diametro massimo di foratura φ50mm,principalmente per la lavorazione del collegamento a bullone di un componente fori
Nome attrezzatura:macchina perforatrice
N. modello:JH21-400
Caratteristiche applicative:pressione di stampaggio massima di 400 tonnellate, principalmente per punzonatura, tranciatura, piegatura e allungamento superficiale
Nome attrezzatura:tagliatrice
N. modello:Q11Y-25*2500
Caratteristiche di applicazione:larghezza di taglio 2500 mm e spessore di taglio 3-25mm
Gruppo in acciaio sezione II.H.
Il processo di montaggio viene impostato sulla linea di produzione importata della sezione H. 4 sistema di posizionamento idraulico premere saldamente contro la flangia superiore/inferiore e le piastre a nastro in posizione. Regolare il parallelismo delle piastre della flangia e la perpendicolarità tra le piastre della flangia e del nastro e fissarle dopo. La saldatura di fissaggio deve essere a gas C02 schermato.
Nome attrezzatura: macchina di montaggio acciaio sezione H.
N. modello:Z20B
Caratteristica di applicazione:principalmente per il montaggio di tipo H u,larghezza flangia 150-800mm,altezza nastro 160-2000 mm
III.saldatura automatica
I componenti in acciaio della sezione H verranno inseriti nella saldatrice automatica ad arco sommerso a portale per la saldatura. Il processo di saldatura deve essere eseguito in conformità alla sequenza di saldatura e ai parametri di regolazione specificati.preriscaldamento, Che utilizza i riscaldatori elettrici, è necessario per le piastre ultra spesse dei componenti.la temperatura impostata deve essere determinata in base a quella specificata.per i dettagli, vedere i documenti del processo di saldatura in fabbrica.
Nome dell'apparecchiatura: Saldatrice automatica ad arco sommerso a portale
N. modello:LHA5ZB
Caratteristica di applicazione:principalmente per la saldatura di montaggio di acciaio con sezione H. sezione trasversale massima fino a 800 mm×2000 mm
Macchina rinforzatrice in acciaio sezione IV.H
Processo di rinforzo dell'acciaio della sezione H: Correzione della planarità della flangia utilizzando la macchina di rinforzo della piastra della flangia in acciaio della sezione H. correggere la perpendicolarità tra la flangia della sezione H e la piastra in circostanze speciali e quindi correggere la piegatura laterale dell'acciaio della sezione H. La temperatura della fiamma deve essere controllata in un intervallo di 600~800ºC.
Nome attrezzatura:macchina rinforzatrice in acciaio sezione H.
N. modello: YTJ60B
Caratteristica di applicazione:principalmente per correggere la deformazione della piastra della flangia in acciaio con sezione a i o H durante il processo di saldatura,larghezza della flangia 200-1000mm, spessore della flangia≤60mm, altezza del nastro≥350mm
Nome attrezzatura:rinforzo flangia sezione H.
N. modello: HYJ-800
Funzione di applicazione:principalmente per correggere la deformazione del fascio I. Piastra flangia in acciaio sezione H durante il processo di saldatura, larghezza flangia 160-800mm, flangia spessore≤40 mm, altezza nastro≥160 mm
V.Simulato assieme del componente
Acquisire familiarità con il disegno di un negozio di componenti e i requisiti tecnici.
I componenti del modello devono essere nuovamente controllate dal reparto correlato dopo aver eseguito e completato i componenti del modello e quindi essere assemblati.
3.registrazione accurata
Ispezionare il componente dopo il primo assemblaggio.per i componenti a più gruppi, pre-assemblare per il primo gruppo e poi assemblare in batch dopo la prova qualificata.
Vi.saldatura manuale
VII.Shot brillamento
Nome attrezzatura:10-teste di ramping sparò macchina di sabbiatura
N. modello:QH1525
Caratteristica di applicazione:principalmente per la sabbiatura di acciai profilati, tra cui acciaio sezione H, elementi saldati e piastra in acciaio,testa di ramping 10; dimensioni ingresso macchina:1500Í2500 e elemento a dimensione 1200Í2000 possono passare la macchina contemporaneamente; fino a grado Sa2,5.
VIII.Pittura
La superficie degli elementi deve essere in una pittura uniforme, piana, lucida e piena senza manifestarsi di incrinature, Spellatura e foratura del perno.il colore e lo spessore del rivestimento devono soddisfare anche i requisiti di progetto.se non vi sono determinati requisiti, devono essere seguiti i seguenti standard:lo spessore è 150μm interno mentre 125μm esterno.la deviazione ammissibile è -25μm.la deviazione ammissibile dello spessore della pellicola di vernice asciutta per ogni verniciatura
Due strati di primer:spessore bata40±5μm; due strati di vernice di finitura:spessore 60±5μm.
Nome attrezzatura:irroratrice senza aria
N. modello:CPQ9CA
Caratteristica di applicazione: Capacità derivata:56 l/min,consumo d'aria:50~1200 L/min.principalmente per vernice superficiale di elementi strutturali, rapporto di pressione: 32:1
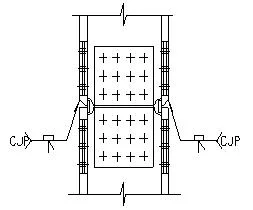
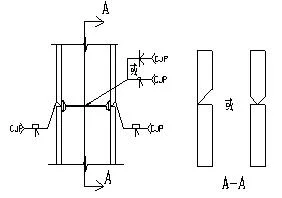
 3)saldatura di testa sul cantiere:quando si tratta di collegamento a bullone per le piastre a nastro, è necessario smussare tutte le scanalature sulla trave/colonna superiore (vedere la figura 3). Per lo scenario di saldatura sulle piastre a nastro, fare riferimento all'illustrazione 4.
3)saldatura di testa sul cantiere:quando si tratta di collegamento a bullone per le piastre a nastro, è necessario smussare tutte le scanalature sulla trave/colonna superiore (vedere la figura 3). Per lo scenario di saldatura sulle piastre a nastro, fare riferimento all'illustrazione 4.
 3.3.2 colonna a scatola (scanalatura su se stessa).vedere la figura 5
3.3.2 colonna a scatola (scanalatura su se stessa).vedere la figura 5
 4. Forma della scanalatura di saldatura
4. Forma della scanalatura di saldatura
4.1. Contrassegnare la forma e la dimensione della scanalatura del giunto di saldatura:
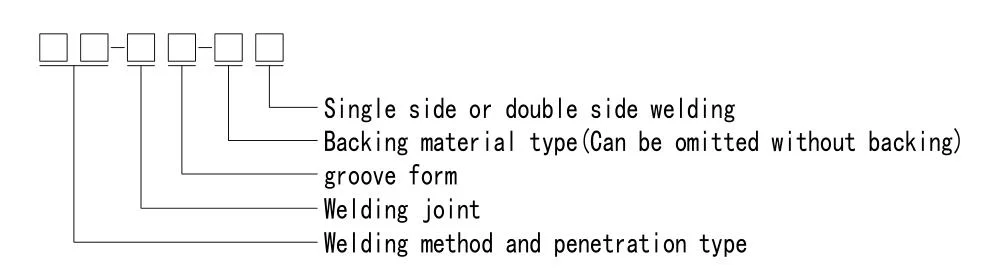 Esempio: Saldatura ad arco in metallo schermato, penetrazione completa del giunto, saldatura di testa, scanalatura a i, saldatura di fondo e saldatura su un lato sono contrassegnati MC-BI-BS1
Esempio: Saldatura ad arco in metallo schermato, penetrazione completa del giunto, saldatura di testa, scanalatura a i, saldatura di fondo e saldatura su un lato sono contrassegnati MC-BI-BS1
4.2. Per il contrassegno del metodo di saldatura e del tipo di penetrazione, vedere la seguente tabella 1.
Grafico 1 contrassegno sul metodo di saldatura e sul tipo di penetrazione
4.3. Per il contrassegno del tipo di materiale di saldatura e di supporto a lato singolo e doppio, vedere il grafico 2 seguente
Tabella 2 contrassegno del tipo di materiale di saldatura e di supporto su un lato/due lati
4.4. Contrassegnare su ciascuna dimensione della scanalatura, vedere il grafico 3.
Grafico 3 contrassegno di dimensione sulla scanalatura
:



Officina modulare in acciaio strutturale
Costo dei materiali
I costi di costruzione e materiali per le strutture tradizionali sono molto più costosi di quelli di un edificio prefabbricato in acciaio o metallo, e di conseguenza i nostri prodotti sono più convenienti.
Montaggio rapido
Strutture in acciaio prefabbricate arrivano al cantiere in sezioni pronte per l'assemblaggio. Tutto quello che dovete fare è metterlo fuori e imbullonarlo insieme. Poiché la maggior parte dei kit viene fornita con tutti i componenti inclusi, sono semplici da assemblare e offrono un notevole risparmio sui costi di manodopera e materiali.
Design accurato
Le maschere per edifici in metallo e acciaio sono progettate, generate e prodotte utilizzando la tecnologia informatica. Le misure, gli accessori e tutti i componenti sono progettati e creati con precisione laser. Grazie a un design così accurato, i fornitori possono effettuare stime più accurate dei progetti ed eliminare virtualmente i costi aggiuntivi di materiali eccessivi e altre spese impreviste nel processo di costruzione.
Altamente efficiente dal punto di vista energetico
Gli edifici in acciaio sono altamente efficienti dal punto di vista progettuale. Utilizzando materiali di isolamento e di costruzione di alto livello, sono spesso gli edifici più efficienti sul mercato. Gli edifici in acciaio non sono influenzati dalla luce solare intensa o dal freddo estremo come l'acciaio non si deforma in condizioni climatiche estreme il modo in cui gli edifici di legno e Malta hanno una tendenza a fare, che porta a un'efficienza energetica a lungo termine.


Maggiore sicurezza
Progettati per essere robusti e strutturalmente solidi, gli edifici in acciaio preingegnerizzati possono resistere alle condizioni atmosferiche più difficili e ridurre il rischio di danni da incendio. Ciò vi permette di raccogliere i benefici a lungo termine di come l'edificio non soccombe a modelli meteorologici naturali e fornire più longevità al vostro investimento. Una maggiore sicurezza può anche portare a un maggiore risparmio, poiché molte compagnie assicurative offrono sconti di circa il 40% ai proprietari.
Maggiore flessibilità, design e portabilità
Gli edifici in acciaio prefabbricato sono espandibili e i produttori sono anche molto flessibili e adatti a progettare e progettare piani personalizzati per il vostro progetto, offrendo maggiore libertà nella progettazione e nella disposizione del vostro edificio. Inoltre, è possibile aggiungere semplicemente un'altra sezione all'edificio in acciaio se si ha bisogno di più spazio o disassemblare la stessa e spostarla con voi se si ha bisogno di essere in un'altra posizione.

| Nome | Specifiche |
| Lunghezza | Pendenza singola, doppia , pendenza muti |
| Larghezza | Intervallo singolo, doppio intervallo, multi-span |
| Altezza | piano singolo, piani doppi |
| Colonna | Q235, Q345 saldatura acciaio sezione H. |
| Fascio | Q235, Q345 saldatura acciaio sezione H. |
| Arcareccio | Canale C Q235 o canale Z |
| Rinforzo per ginocchio | Q235 acciaio angolare |
| Supporto verticale e trasversale | Q235 tubo angolare in acciaio, barra rotonda o acciaio |
| Tie b r | Tubo in acciaio Q235 |
| Rinforzo | Q235 barra rotonda |
| Manicotto | Tubo in acciaio Q235 |
| Sistema di rivestimento | Pannelli sandwich (EPS, PU, lana di vetro in fibra ecc.) o possono utilizzare lamiere di acciaio ondulato con isolamento in lana di vetro e garza in filo d'acciaio. |
| Parete di p u tizione | Pannelli sandwich (EPS, PU, lana di vetro in fibra , ecc.) |
| Secondo piano | piano |
| Secondo piano ufficio | pannello del pavimento in cemento di fibra o piastra di acciaio a scacchi |
| Scala: | Struttura in acciaio Q235 con piastra in acciaio a scacchi |
| Ventilazione: | ventilatore |
| Porta | porta scorrevole o a rullo con pannello a sandwich |
| Finestre | PVC o alluminio |
| Acqua | Piano, progettazione e servizio tecnico. |
| Elettricità | Piano, progettazione e servizio tecnico. |
| Grondaia | lamiera di acciaio inossidabile o acciaio colorato |
| Tubo di lancio: | PVC |
| Carico sotto tensione sul tetto | In 120kg/mq ( pannello in acciaio colorato circondato) |
| Grado di resistenza al vento | 12 |
| Resistenza al terremoto | 8 gradi |
Sezione H di KXD - produzione di apparecchiature e processi
Taglio di piastre in acciaio→montaggio di sezioni H→saldatura automatica-rinforzo di sezioni H→montaggio→saldatura manuale→sabbiatura-verniciatura→
Conservazione
I.taglio a piastra in acciaio
La piastra di acciaio della sezione H deve essere nuovamente controllata dalla fabbrica e applicata alle condizioni fino a quelle previste dopo il controllo. Il taglio della piastra in acciaio deve essere finalizzato alla garanzia di qualità e al risparmio di materiale. Per ogni processo, come il taglio di piastre, il montaggio e il preassemblaggio di componenti di tipo H, devono essere effettuati da personale addetto alla preparazione, con precisione, sulla superficie di lavorazione e sulle piastre campione di montaggio. Per garantire l'accuratezza della dimensione geometrica dei componenti, tolleranza di forma e posizione, Angolo e superficie di contatto,ispezione necessaria da parte dell'ispettore dopo la messa in servizio.per garantire la qualità di taglio,la superficie della piastra ultra-spessa è sottoposta alla prova di durezza di carburizzazione superficiale prima del taglio.l'apparecchiatura di taglio CNC è preferita per il taglio.il gas acrilico 98.0% ad alta purezza e gas ossigeno liquido 99.99% sono Utilizzato per garantire la levigatezza e la planarità della superficie di taglio senza intagli e intagli.la scanalatura viene tagliata da una speciale macchina di taglio importata.
Nome dell'apparecchiatura: Tagliafuoco CNC portatile
N. modello: CNCDG-1530
Caratteristiche di applicazione: Taglio a piastra in acciaio (spessore di taglio a piastra da 5-100 mm), smussatura del bordo.vantaggioso nelle piccole attrezzature e facile da spostare. Principalmente per il taglio di componenti piccoli e irregolari e per la smussatura della piastra.
Nome attrezzatura:macchina da taglio a fiamma diritta
N. modello:DZCG-4000A
Caratteristiche di applicazione:taglio a piastra in acciaio (spessore di taglio a piastra da 5-100 mm), piastra flangiata Y, taglio a piastra a nastro, larghezza di taglio effettiva: 3200mm
Nome attrezzatura:macchina da taglio CNC
N. modello:CNC-4000C
Caratteristiche applicative: Taglio a piastra in acciaio (spessore di taglio a piastra da 5-100 mm), piastra flangiata a Y, taglio a piastra e componenti irregolari, larghezza di taglio effettiva: 3200mm
Nome attrezzatura: Macchina di perforazione radiale
N. modello:Z3050*16/1
Caratteristica di applicazione:diametro massimo di foratura φ50mm,principalmente per la lavorazione del collegamento a bullone di un componente fori
Nome attrezzatura:macchina perforatrice
N. modello:JH21-400
Caratteristiche applicative:pressione di stampaggio massima di 400 tonnellate, principalmente per punzonatura, tranciatura, piegatura e allungamento superficiale
Nome attrezzatura:tagliatrice
N. modello:Q11Y-25*2500
Caratteristiche di applicazione:larghezza di taglio 2500 mm e spessore di taglio 3-25mm
Gruppo in acciaio sezione II.H.
Il processo di montaggio viene impostato sulla linea di produzione importata della sezione H. 4 sistema di posizionamento idraulico premere saldamente contro la flangia superiore/inferiore e le piastre a nastro in posizione. Regolare il parallelismo delle piastre della flangia e la perpendicolarità tra le piastre della flangia e del nastro e fissarle dopo. La saldatura di fissaggio deve essere a gas C02 schermato.
Nome attrezzatura: macchina di montaggio acciaio sezione H.
N. modello:Z20B
Caratteristica di applicazione:principalmente per il montaggio di tipo H u,larghezza flangia 150-800mm,altezza nastro 160-2000 mm
III.saldatura automatica
I componenti in acciaio della sezione H verranno inseriti nella saldatrice automatica ad arco sommerso a portale per la saldatura. Il processo di saldatura deve essere eseguito in conformità alla sequenza di saldatura e ai parametri di regolazione specificati.preriscaldamento, Che utilizza i riscaldatori elettrici, è necessario per le piastre ultra spesse dei componenti.la temperatura impostata deve essere determinata in base a quella specificata.per i dettagli, vedere i documenti del processo di saldatura in fabbrica.
Nome dell'apparecchiatura: Saldatrice automatica ad arco sommerso a portale
N. modello:LHA5ZB
Caratteristica di applicazione:principalmente per la saldatura di montaggio di acciaio con sezione H. sezione trasversale massima fino a 800 mm×2000 mm
Macchina rinforzatrice in acciaio sezione IV.H
Processo di rinforzo dell'acciaio della sezione H: Correzione della planarità della flangia utilizzando la macchina di rinforzo della piastra della flangia in acciaio della sezione H. correggere la perpendicolarità tra la flangia della sezione H e la piastra in circostanze speciali e quindi correggere la piegatura laterale dell'acciaio della sezione H. La temperatura della fiamma deve essere controllata in un intervallo di 600~800ºC.
Nome attrezzatura:macchina rinforzatrice in acciaio sezione H.
N. modello: YTJ60B
Caratteristica di applicazione:principalmente per correggere la deformazione della piastra della flangia in acciaio con sezione a i o H durante il processo di saldatura,larghezza della flangia 200-1000mm, spessore della flangia≤60mm, altezza del nastro≥350mm
Nome attrezzatura:rinforzo flangia sezione H.
N. modello: HYJ-800
Funzione di applicazione:principalmente per correggere la deformazione del fascio I. Piastra flangia in acciaio sezione H durante il processo di saldatura, larghezza flangia 160-800mm, flangia spessore≤40 mm, altezza nastro≥160 mm
V.Simulato assieme del componente
Acquisire familiarità con il disegno di un negozio di componenti e i requisiti tecnici.
I componenti del modello devono essere nuovamente controllate dal reparto correlato dopo aver eseguito e completato i componenti del modello e quindi essere assemblati.
3.registrazione accurata
Ispezionare il componente dopo il primo assemblaggio.per i componenti a più gruppi, pre-assemblare per il primo gruppo e poi assemblare in batch dopo la prova qualificata.
Vi.saldatura manuale
VII.Shot brillamento
Nome attrezzatura:10-teste di ramping sparò macchina di sabbiatura
N. modello:QH1525
Caratteristica di applicazione:principalmente per la sabbiatura di acciai profilati, tra cui acciaio sezione H, elementi saldati e piastra in acciaio,testa di ramping 10; dimensioni ingresso macchina:1500Í2500 e elemento a dimensione 1200Í2000 possono passare la macchina contemporaneamente; fino a grado Sa2,5.
VIII.Pittura
La superficie degli elementi deve essere in una pittura uniforme, piana, lucida e piena senza manifestarsi di incrinature, Spellatura e foratura del perno.il colore e lo spessore del rivestimento devono soddisfare anche i requisiti di progetto.se non vi sono determinati requisiti, devono essere seguiti i seguenti standard:lo spessore è 150μm interno mentre 125μm esterno.la deviazione ammissibile è -25μm.la deviazione ammissibile dello spessore della pellicola di vernice asciutta per ogni verniciatura
Due strati di primer:spessore bata40±5μm; due strati di vernice di finitura:spessore 60±5μm.
Nome attrezzatura:irroratrice senza aria
N. modello:CPQ9CA
Caratteristica di applicazione: Capacità derivata:56 l/min,consumo d'aria:50~1200 L/min.principalmente per vernice superficiale di elementi strutturali, rapporto di pressione: 32:1
Standard di processo, fabbricazione e controllo qualità per la saldatura di scanalature/smussature di strutture in acciaio
1. Scopo
Per garantire la qualità della saldatura, soddisfare i requisiti tecnici dei componenti saldati e migliorare la standardizzazione della nostra fabbricazione, formuliamo questo regolamento in modo speciale.
2. Ambito di applicazione
Questo manuale si applica alla progettazione, fabbricazione e ispezione del giunto scanalato in termini di saldatura ad arco manuale, saldatura ad arco a CO2, saldatura ad arco a gas misto, saldatura ad arco sommerso e saldatura per elettrosalatura.
3. Disegno della scanalatura di saldatura
3.1 punti chiave sulla scanalatura di saldatura di progetto:
Per ottenere una scanalatura di qualità, è necessario scegliere la forma appropriata di scanalatura. L'opzione di scanalatura dipende principalmente dallo spessore del metallo di base, dal metodo di saldatura e dai requisiti di lavorazione. I seguenti fattori sono i fattori che dobbiamo considerare:
3.2 direzione scanalatura:
Per la direzione della scanalatura verranno presi in considerazione i seguenti fattori:
A)a favore del processo di saldatura e della rimozione delle scorie e delle uscite spazio sufficiente per il processo di saldatura sulla superficie di fusione
B)ridurre al minimo i tempi di ribaltamento durante la saldatura
C)modo di adattamento nella saldatura effettiva
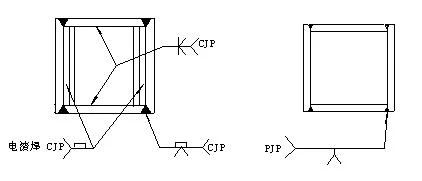
3.3. Regolamento sulla direzione di scanalatura degli elementi:
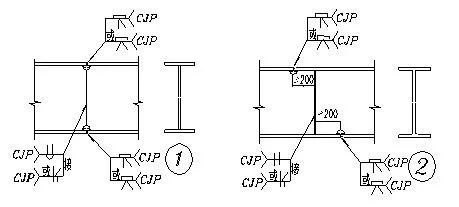
3.3.1 saldatura di testa su trave/colonna sezione H. (Quando è richiesta la penetrazione completa del giunto CJP e la fusione su un lato)
1) quando non è presente alcun supporto di saldatura, l'orientamento della scanalatura sulle piastre della flangia deve essere uguale e cade nella direzione a favore della saldatura sulle piastre del nastro (le stesse regole si applicano per la situazione PJP). Fare riferimento all'illustrazione 1
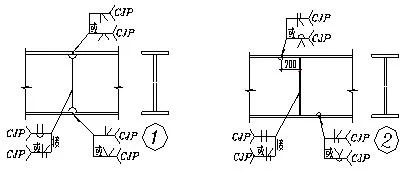
Quando è presente un supporto di saldatura, è necessario che la direzione della scanalatura sia verso l'esterno per le piastre flangiate (direzione opposta per le piastre a nastro) e che ancora cada nella direzione a favore della saldatura sulle piastre a nastro. Fare riferimento all'illustrazione 2 1. Scopo
Per garantire la qualità della saldatura, soddisfare i requisiti tecnici dei componenti saldati e migliorare la standardizzazione della nostra fabbricazione, formuliamo questo regolamento in modo speciale.
2. Ambito di applicazione
Questo manuale si applica alla progettazione, fabbricazione e ispezione del giunto scanalato in termini di saldatura ad arco manuale, saldatura ad arco a CO2, saldatura ad arco a gas misto, saldatura ad arco sommerso e saldatura per elettrosalatura.
3. Disegno della scanalatura di saldatura
3.1 punti chiave sulla scanalatura di saldatura di progetto:
Per ottenere una scanalatura di qualità, è necessario scegliere la forma appropriata di scanalatura. L'opzione di scanalatura dipende principalmente dallo spessore del metallo di base, dal metodo di saldatura e dai requisiti di lavorazione. I seguenti fattori sono i fattori che dobbiamo considerare:
- ridurre al minimo la quantità di metallo di apporto
- facile da smussare
- per operazioni di saldatura e rimozione delle scorie
- Dopo la saldatura, la sollecitazione e la deformazione devono essere di dimensioni pari a. possibile
3.2 direzione scanalatura:
Per la direzione della scanalatura verranno presi in considerazione i seguenti fattori:
A)a favore del processo di saldatura e della rimozione delle scorie e delle uscite spazio sufficiente per il processo di saldatura sulla superficie di fusione
B)ridurre al minimo i tempi di ribaltamento durante la saldatura
C)modo di adattamento nella saldatura effettiva
3.3. Regolamento sulla direzione di scanalatura degli elementi:
3.3.1 saldatura di testa su trave/colonna sezione H. (Quando è richiesta la penetrazione completa del giunto CJP e la fusione su un lato)
1) quando non è presente alcun supporto di saldatura, l'orientamento della scanalatura sulle piastre della flangia deve essere uguale e cade nella direzione a favore della saldatura sulle piastre del nastro (le stesse regole si applicano per la situazione PJP). Fare riferimento all'illustrazione 1

 3)saldatura di testa sul cantiere:quando si tratta di collegamento a bullone per le piastre a nastro, è necessario smussare tutte le scanalature sulla trave/colonna superiore (vedere la figura 3). Per lo scenario di saldatura sulle piastre a nastro, fare riferimento all'illustrazione 4.
3)saldatura di testa sul cantiere:quando si tratta di collegamento a bullone per le piastre a nastro, è necessario smussare tutte le scanalature sulla trave/colonna superiore (vedere la figura 3). Per lo scenario di saldatura sulle piastre a nastro, fare riferimento all'illustrazione 4. 
 3.3.2 colonna a scatola (scanalatura su se stessa).vedere la figura 5
3.3.2 colonna a scatola (scanalatura su se stessa).vedere la figura 5  4. Forma della scanalatura di saldatura
4. Forma della scanalatura di saldatura 4.1. Contrassegnare la forma e la dimensione della scanalatura del giunto di saldatura:
 Esempio: Saldatura ad arco in metallo schermato, penetrazione completa del giunto, saldatura di testa, scanalatura a i, saldatura di fondo e saldatura su un lato sono contrassegnati MC-BI-BS1
Esempio: Saldatura ad arco in metallo schermato, penetrazione completa del giunto, saldatura di testa, scanalatura a i, saldatura di fondo e saldatura su un lato sono contrassegnati MC-BI-BS1 4.2. Per il contrassegno del metodo di saldatura e del tipo di penetrazione, vedere la seguente tabella 1.
Grafico 1 contrassegno sul metodo di saldatura e sul tipo di penetrazione
| Contrassegno | Metodo di saldatura | Tipo di penetrazione |
| MC | Saldatura ad arco in metallo schermato | Penetrazione completa del giunto in CJP |
| MP | PJP-penetrazione parziale del giunto | |
| GC | Saldatura ad arco schermata Saldatura ad arco con schermatura automatica | Penetrazione completa del giunto in CJP |
| GP | PJP-penetrazione parziale del giunto | |
| SC | Saldatura ad arco sommerso | Penetrazione completa del giunto in CJP |
| SP | PJP-penetrazione parziale del giunto | |
| SL | Saldatura elettrolisoria |
Tabella 2 contrassegno del tipo di materiale di saldatura e di supporto su un lato/due lati
| Tipo di materiale di supporto | Saldatura su un lato/due lati | ||
| Contrassegno | Materiale | Contrassegno | Saldatura su un lato/due lati |
| BS | Supporto in metallo | 1 | Saldatura su un solo lato |
| BF | Altro supporto | 2 | Saldatura a doppio lato |
Grafico 3 contrassegno di dimensione sulla scanalatura
| Contrassegno | Dimensione di ogni parte sulla scanalatura |
| t | Spessore piastra di saldatura(mm) |
| b | Gioco o distanza tra due elementi della radice della scanalatura (mm) |
| h | Profondità scanalatura(mm) |
| p | Superficie del tetto con scanalatura(mm) |
| α | Angolo scanalatura(º) |